To tylko jedna z 5 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę


Zgrzewanie
Definicja i podział
Zgrzewaniem nazywamy proces łączenia tworzyw sztucznych poprzez ich docisk z podgrzaniem do stanu plastycznego miejsca styku łączonych elementów, bez dodawania spoiwa. Na skutek wywierania nacisku zachodzi wzajemne przeplatanie się łańcuchów polimeru w wyniku ich częściowego przenikania z łączonych elementów. Splątane segmenty makrocząsteczek tworzą, po ochłodzeniu (pod naciskiem), trwałe połączenie. Proces zgrzewania jest determinowany przede wszystkim przez: - temperatura (do jakiej nagrzewa się tworzywo łączone) - docisk wywierany na łączone części - czas zgrzewania - czas i warunki chłodzenia złącza W zależności od miejsca doprowadzenia lub powstawania ciepła w procesie zgrzewania rozróżnia się następujące metody: - zgrzewanie w którym ciepło doprowadza się do zewnętrznej strony elementów łączonych (zgrzewanie za pomocą nagrzanego drutu, taśmy, listwy - zgrzewanie impulsowe) - zgrzewanie w którym ciepło doprowadza się do wewnętrznej strony elementów łączonych (zgrzewanie przy użyciu nagrzanego klina lub płyty) - zgrzewanie w którym ciepło jest wytwarzane w warstwach wierzchnich tworzyw łączonych lub małej masie tworzywa (zgrzewanie tarciowe, drganiowe,pojemnościowe, ultradźwiękowe lub indukcyjne)
Zgrzewanie kontaktowe
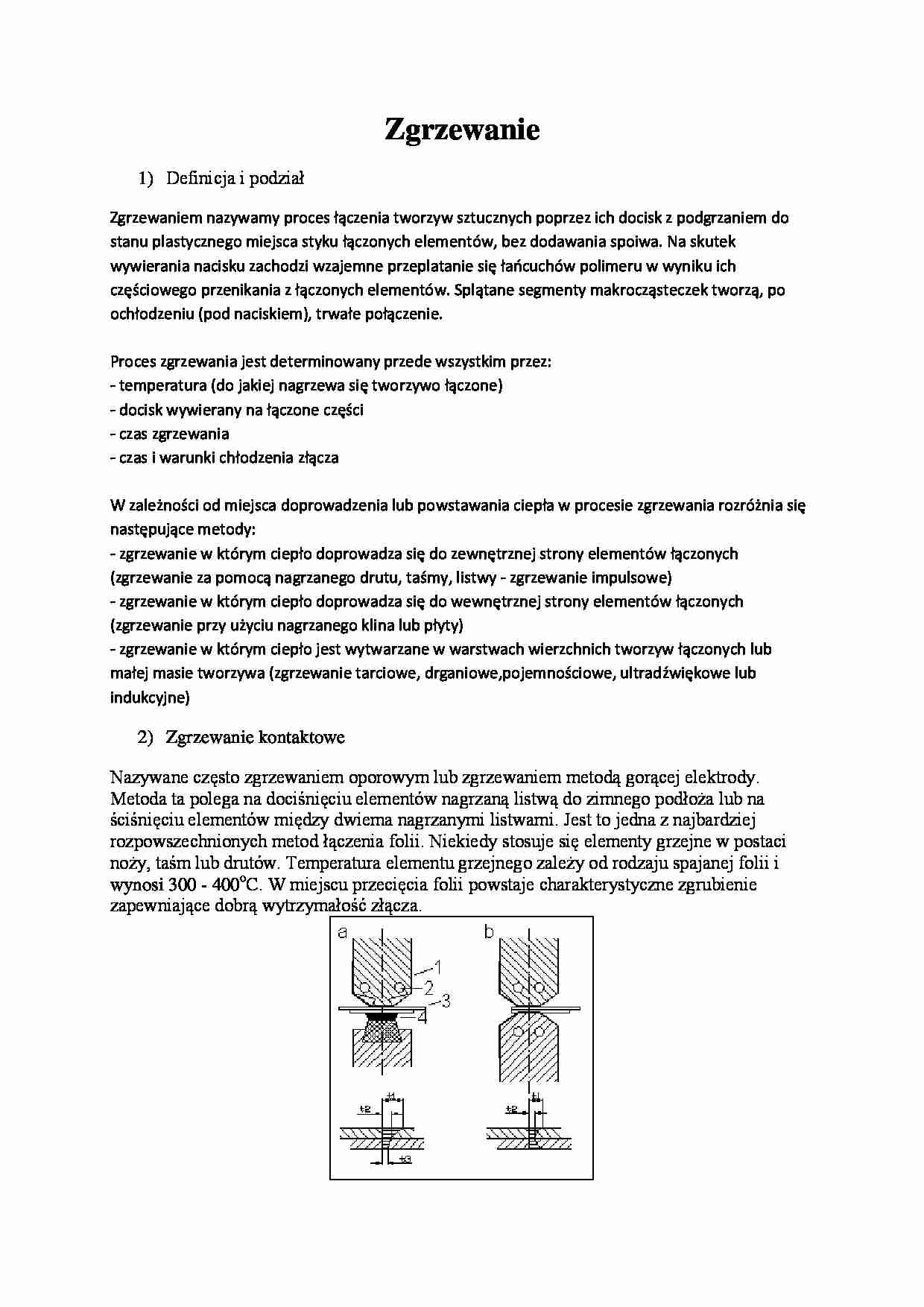
Nazywane często zgrzewaniem oporowym lub zgrzewaniem metodą gorącej elektrody. Metoda ta polega na dociśnięciu elementów nagrzaną listwą do zimnego podłoża lub na ściśnięciu elementów między dwiema nagrzanymi listwami. Jest to jedna z najbardziej rozpowszechnionych metod łączenia folii. Niekiedy stosuje się elementy grzejne w postaci noży, taśm lub drutów. Temperatura elementu grzejnego zależy od rodzaju spajanej folii i wynosi 300 - 400oC. W miejscu przecięcia folii powstaje charakterystyczne zgrubienie zapewniające dobrą wytrzymałość złącza. chemat oraz rozkład temperatury w łączonych foliach podczas zgrzewania kontaktowego. a) ogrzewanie jedną elektrodą b) dwiema elektrodami, 1-elektroda, 2-elementy grzejne, 3-podkładka z PTFE, 4-podkładka z gumy, t1-temperatura elektrod, t2-temperaturą zgrzewania, t3-najniższa temperatura folii
Zgrzewanie impulsowe
Polega na ściśnięciu i uplastycznieniu tworzywa łączonych elementów między szybko nagrzewającymi się i następnie ochładzanymi listwami. Podobnie jak w zgrzewaniu kontaktowym, ciepło dopływa od elementu grzejnego poprzez folie do miejsca spojenia, z tym że element jest ogrzewany nie w sposób ciągły, lecz przez krótki impuls prądu elektrycznego o dużej mocy. Zaletą metody zgrzewania impulsowego jest chłodzenie złącza pod dociskiem (przy zwartych listwach ściskających), co eliminuje możliwość jego uszkodzenia przed całkowitym schłodzeniem np. w czasie napełniania świeżo uformowanego opakowania. Przy zgrzewaniu jednostronnym możemy zgrzewać impulsowo folie o grubości do 0,2 mm, a przy dwustronnym do 0,5 mm. Proces zgrzewania impulsowego znajduje zastosowanie głównie w produkcji opakowań z jednoczesnym ich napełnieniem.
(…)
… oraz do odprowadzania wytwarzanego ciepła. Do łączenia tą metodą nadają się tworzywa odznaczające się wysoką zdolnością przenoszenia drgań mechanicznych, czyli materiały o dużym module sprężystości (poliwęglan, polimetakrylan metylu, poliestry termoplastyczne, tworzywa styrenowe, acetalowe oraz politlenek fenylenu). Aby przyspieszyć proces zgrzewania ultradźwiękami oraz uzyskać złącze o wymaganej wytrzymałości…
… przeciwdziałania przywieraniu uplastycznionego tworzywa powierzchnia płyty grzanej jest pokryta materiałem antyadhezyjnym, np. tkaniną impregnowaną PTFE.
Schemat zgrzewania za pomocą nagrzanej płyty; 1-łączone elementy (rury), 2-płyta nagrzewająca (plaska). Zgrzewanie indukcyjne
Jest ono możliwe wówczas, gdy w strefie łączenia umieszczony zostanie przewodnik elektryczny, który nagrzewa się w zmiennym polu…
… o jednakowej grubości, b) zgrzewanie folii o różnej grubości, 1-elektrody, 2-folie zgrzewane, 3- krzywe rozkładu temperatury. Zgrzewanie ultradźwiękowe
Zgrzewanie ultradźwiękami elementów z tworzyw polega na wprowadzeniu ich w szybkie drgania mechaniczne z częstotliwością ok. 20 kHz. Wskutek tego następuje nagrzewanie powierzchni styku spajanych elementów do temperatury uplastycznienia. Wywierany jednocześnie…
... zobacz całą notatkę
Komentarze użytkowników (0)