To tylko jedna z 4 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę
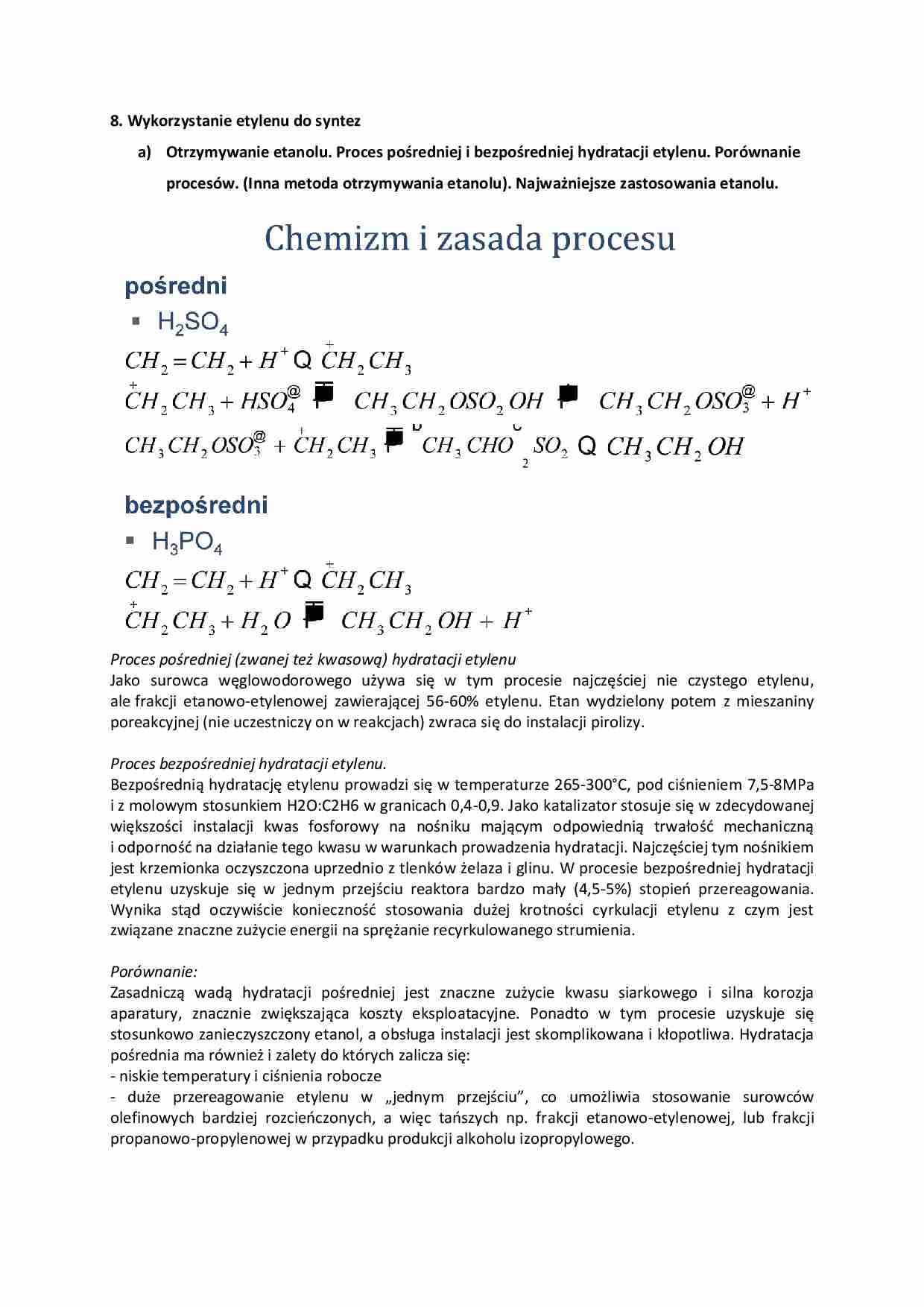


8. Wykorzystanie etylenu do syntez
Otrzymywanie etanolu. Proces pośredniej i bezpośredniej hydratacji etylenu. Porównanie procesów. (Inna metoda otrzymywania etanolu). Najważniejsze zastosowania etanolu.
Proces pośredniej (zwanej też kwasową) hydratacji etylenu
Jako surowca węglowodorowego używa się w tym procesie najczęściej nie czystego etylenu, ale frakcji etanowo-etylenowej zawierającej 56-60% etylenu. Etan wydzielony potem z mieszaniny poreakcyjnej (nie uczestniczy on w reakcjach) zwraca się do instalacji pirolizy.
Proces bezpośredniej hydratacji etylenu.
Bezpośrednią hydratację etylenu prowadzi się w temperaturze 265-300°C, pod ciśnieniem 7,5-8MPa i z molowym stosunkiem H2O:C2H6 w granicach 0,4-0,9. Jako katalizator stosuje się w zdecydowanej większości instalacji kwas fosforowy na nośniku mającym odpowiednią trwałość mechaniczną i odporność na działanie tego kwasu w warunkach prowadzenia hydratacji. Najczęściej tym nośnikiem jest krzemionka oczyszczona uprzednio z tlenków żelaza i glinu. W procesie bezpośredniej hydratacji etylenu uzyskuje się w jednym przejściu reaktora bardzo mały (4,5-5%) stopień przereagowania. Wynika stąd oczywiście konieczność stosowania dużej krotności cyrkulacji etylenu z czym jest związane znaczne zużycie energii na sprężanie recyrkulowanego strumienia. Porównanie:
Zasadniczą wadą hydratacji pośredniej jest znaczne zużycie kwasu siarkowego i silna korozja aparatury, znacznie zwiększająca koszty eksploatacyjne. Ponadto w tym procesie uzyskuje się stosunkowo zanieczyszczony etanol, a obsługa instalacji jest skomplikowana i kłopotliwa. Hydratacja pośrednia ma również i zalety do których zalicza się:
- niskie temperatury i ciśnienia robocze
- duże przereagowanie etylenu w „jednym przejściu”, co umożliwia stosowanie surowców olefinowych bardziej rozcieńczonych, a więc tańszych np. frakcji etanowo-etylenowej, lub frakcji propanowo-propylenowej w przypadku produkcji alkoholu izopropylowego.
Obecnie praktycznie we wszystkich nowo uruchamianych instalacjach produkujących syntetyczny etanol jest stosowana bezpośrednia hydratacja etylenu.
Chlorek winylu. Trzy koncepcje syntezy chlorku winylu: oksychlorowanie etylenu, bezpośrednie chlorowanie etylenu, z uzyciem etylenu i acetylenu)
Zbilansowane chlorowanie mieszaniny etylenu i acetylenu:
CH2=CH2 + Cl2 - CH2Cl-CH2Cl
CH2Cl-CH2Cl - CH2=CHCl + HCl - kraking (t=500C, p=2MPa wydajność przy jednym przejściu przez reaktor rurowy 50-60%)
CH≡CH + HCl - CH2=CHCl
Sumarycznie: CH≡CH + CH2=CH2 +Cl2 - 2CH2=CHCl
Chlorowanie etylenu (f. ciekła - dichloroetan rozpuszcza etylen i chlor, kat. FeCl3. Nadmiar etylenu ogranicza reakcje uboczne. Dwa warianty procesu - wysokotemperaturowy 83-130C [powyżej temp. wrzenia dichloroetanu] oraz niskotemperaturowy - 30C):
(…)
…, p=2MPa, kat. kompleksy rodu promotowane jodem. Proces przebiega w fazie ciekłej. Mieszanina jest ciągle mieszana za pomocą barbotującego CO. Reakcje uboczne: konwersja CO z parą wodną, w nieznacznym stopniu reakcja metanizacji, oraz reakcja, której produktem jest kwas propionowy. W procesie otrzymuje się lodowaty kwas octowy o b. dużej czystości (99.9%).
Katalityczne utlenianie aldehydu octowego…
…-7MPa. Proces autokatalityczny, bądź w obecności soli kobaltu lub manganu.
Utlenianie benzyny lekkiej C5-C6. Utlenianie w fazie ciekłej za pomocą powietrza. T=170-200C, p=5MPa, kat. nafteniany kobaltu. Benzyna C5-C6 jest tańsza od n-butanu. Musi być czysta (nie więcej niż 0.05% siarki, 0.5% węglowodorów C1-C3 i 5% C4). Otrzymuje się produkt zawierający 70-80% kwasu octowego, 15% kwasu mrówkowego, do 10% kwasu propionowego i kilka % kwasu bursztynowego.
Zastosowanie: Octan winylu, octan celulozy i inne estry. Kwas chlorooctowy. W przemyśle do produkcji barwników, leków, perfum, octu.
Otrzymywanie glikolu etylenowego. Integracja produkcji tlenku etylenu i glikolu etylenowego
Poniżej temperatury 200C katalizatory srebrowe są mało aktywne. Natomiast w zakresie 200-300C przyspieszają stosunkowo selektywnie…
... zobacz całą notatkę
Komentarze użytkowników (0)