To tylko jedna z 4 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę


Obróbka elektroerozyjna EDM
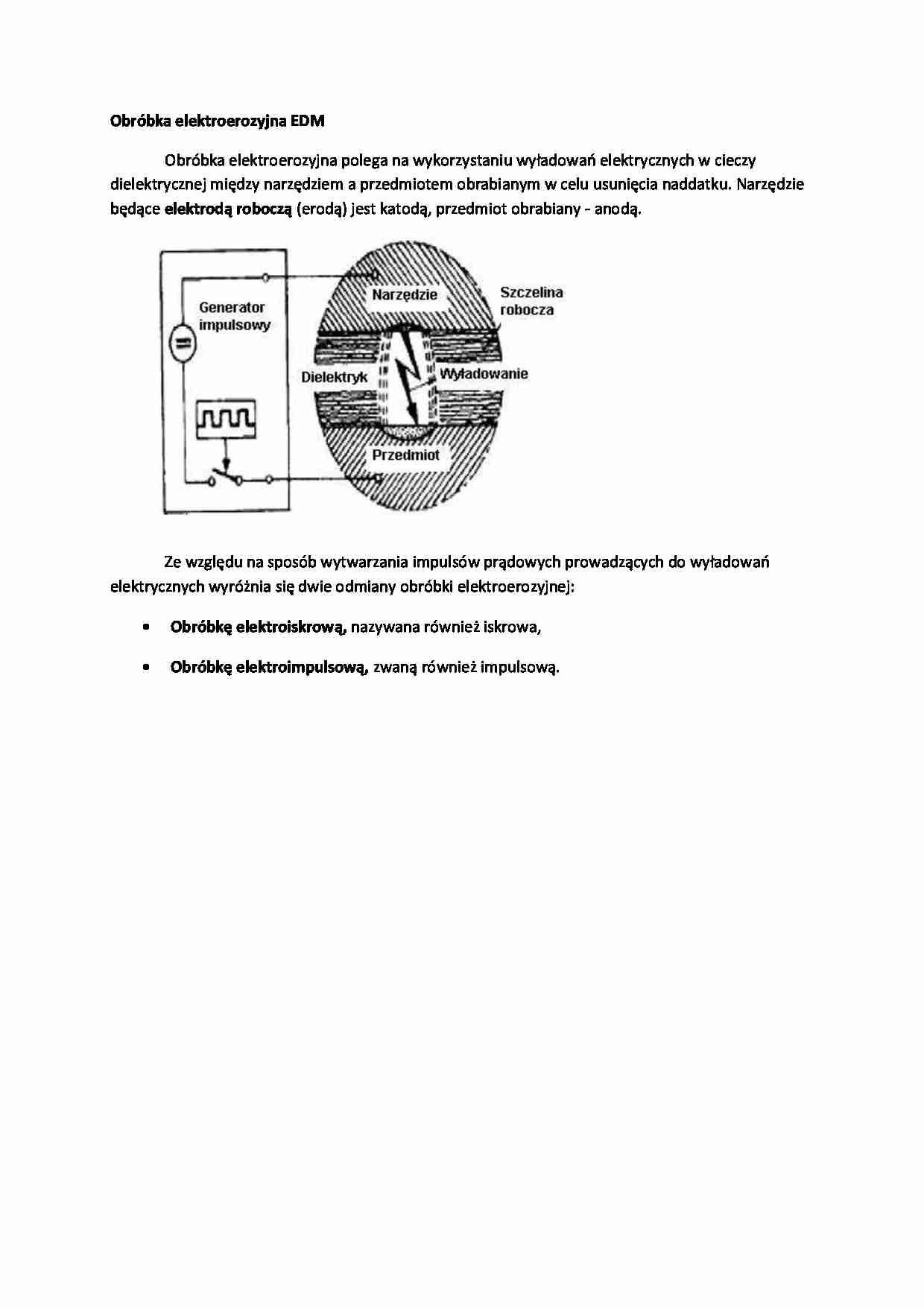
Obróbka elektroerozyjna polega na wykorzystaniu wyładowań elektrycznych w cieczy dielektrycznej między narzędziem a przedmiotem obrabianym w celu usunięcia naddatku. Narzędzie będące elektrodą roboczą (erodą) jest katodą, przedmiot obrabiany - anodą. Ze względu na sposób wytwarzania impulsów prądowych prowadzących do wyładowań elektrycznych wyróżnia się dwie odmiany obróbki elektroerozyjnej:
Obróbkę elektroiskrową, nazywana również iskrowa,
Obróbkę elektroimpulsową, zwaną również impulsową.
Dobry dielektryk powinien mieć m.in. następujące cechy:
odpowiednią wytrzymałość dielektryczną (dużą stałą dielektryczną),
dobrą zdolność gaszenia łuku (dobre właściwości dejonizacyjne),
wysoką temperaturę zapłonu, d
dobre właściwości chłodzące,
odpowiednią trwałość,
nie powinien być chemicznie agresywny w stosunku do zespołów obrabiarki,
materiałów obrabianych i obsługi,
w wyniku pirolizy nie powinien wydzielać trujących gazów.
Obróbka laserowa
Obróbka laserowa polega na skierowaniu wysoko skoncentrowanej wiązki światła laserowego o bardzo dużej gęstości mocy: 108÷1014 W/m2 na powierzchni materiału. (Działanie lasera polega na wzmocnieniu światła za pomocą wymuszonej emisji promieniowania). Energia wiązki laserowej, tj. fotonów, zamienia się na ciepło, które powoduje bardzo szybkie topnienie i natychmiastowe odparowanie obrabianego materiału. Do obróbki laserowej najczęściej stosuje się lasery molekularne CO2. Mogą być również stosowane lasery neodymowe i rubinowe. Fotony są wytwarzane w wyniku wzbudzenia atomów (wprowadzane na wyższy poziom energetyczny) lub cząstek, które następnie wracają do poziomu podstawowego, emitują porcję energii hν.
Obróbka laserowa charakteryzuję się:
przebiegiem bezstykowym i bezsiłowym,
bardzo szybkim przebiegiem procesu, co zapewni bardzo małą strefę oddziaływania cieplnego, a więc brak naprężeń i odkształceń,
dużą dokładność ±0,005 mm,
jest obróbką cicha i może być w pełni zautomatyzowaną.
Energia wiązki laserowej jest wykorzystywana do: cięcia, wycinania wg programu złożonych kształtów płaskich i usytuowanych przestrzennie z cienkich blach, wykonanych z materiałów trudno obrabialnych, drążenie bardzo małych otworów (np. w łopatkach turbin silników odrzutowych chłodzonych powietrzem), topienia materiałów, spawania, powierzchniowego uszlachetniania powierzchni, hartowania, grawerowania, opisu podziałek przyrządów pomiarowych (suwmiarek, głębokościomierzy itp.) oraz toczenia i frezowania laserowego.
... zobacz całą notatkę
Komentarze użytkowników (0)