NANOSZENIE POWŁOK
Wiadomości ogólne
Tworzywa można nanosić trwale na powierzchnię innych materiałów otrzymując z nich powłoki ochronne i dekoracyjne. Podczas nanoszenia powłokotwórcze tworzywo wejściowe może być w stanie: - stałym, - plastycznym, - ciekłym. W każdym jednak przypadku, aby wytworzyć niezbędną adhezję pomiędzy tworzywem a materiałem, na który się je nanosi, co jest podstawowym warunkiem uzyskania użytecznej powłoki, tworzywo musi zostać przeprowadzone w stan ciekły, ewentualnie plastyczny, umożliwiający zwilżanie powierzchni materiału i następnie adsorpcję, a sama warstwa wierzchnia materiału odpowiednio przygotowana. Znanych jest kilka odmian nanoszenia, z których duże znaczenie mają następujące odmiany: - nanoszenie fluidyzacyjne, - nanoszenie elektrocieplne, - nanoszenie (natryskiwanie) płomieniowe, - nanoszenie polewające, - nanoszenie natryskowe, - nanoszenie zanurzeniowe. Do nanoszenia tworzyw nie zalicza się umownie wytwarzania powłok sposobami malarskimi. Tworzywo wejściowe do nanoszenia w stanie plastycznym lub w stanach plastycznym i ciekłym występuje w postaci pasty, układu dyspersyjnego lub roztworu. W przypadku PVC pasta nosi nazwę plastizolu a w szczególnym przypadku organozolu.
Nanoszenie fluidyzacyjne
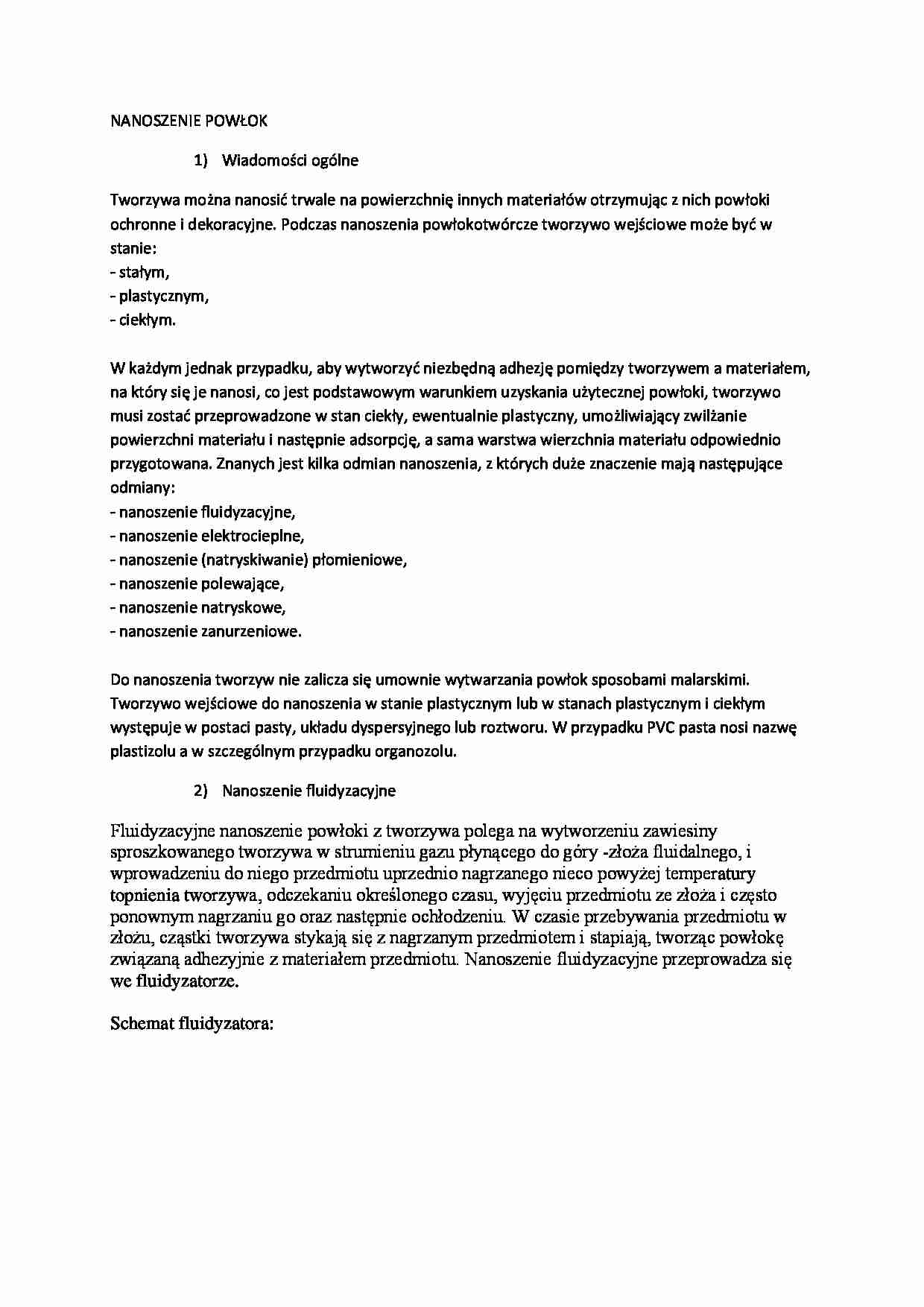
Fluidyzacyjne nanoszenie powłoki z tworzywa polega na wytworzeniu zawiesiny sproszkowanego tworzywa w strumieniu gazu płynącego do góry -złoża fluidalnego, i wprowadzeniu do niego przedmiotu uprzednio nagrzanego nieco powyżej temperatury topnienia tworzywa, odczekaniu określonego czasu, wyjęciu przedmiotu ze złoża i często ponownym nagrzaniu go oraz następnie ochłodzeniu. W czasie przebywania przedmiotu w złożu, cząstki tworzywa stykają się z nagrzanym przedmiotem i stapiają, tworząc powłokę związaną adhezyjnie z materiałem przedmiotu. Nanoszenie fluidyzacyjne przeprowadza się we fluidyzatorze. Schemat fluidyzatora: 1 - pojemnik, 2 - dno lite, 3 - dno porowate, 4 - zawór, 5 - złoze fluidalne, 6 - przedmiot, na który nanosi się tworzywo
Typowy fluidyzator składa się z pojemnika, w którym znajduje się stosunkowo nieduża ilość tworzywa w postaci proszku z ziarnami o rozmiarach od 50 do 250 µ m, poprzez dno doprowadza się do pojemnika pod małym ciśnieniem gaz. Ciśnienie i ilość gazu regulowane są zaworem (4). Powstaje w ten sposób złoże fluidalne. Jako gaz fluidyzujący stosuje się najczęściej powietrze, w niektórych jednak przypadkach nanoszenia powłok z tworzyw stosunkowo łatwo ulegających utlenianiu można używać azotu lub dwutlenku węgla. Złoże fluidalne powstaje wtedy, gdy siła ciężkości P, proszku tworzywa zrówna się z siłą parcia P, gazu na jego powierzchnię. Siły te wyraża się wzorami: P1=(pcz-p) g A h (1-e) Oraz P2 = ADeltap = Całka(A (h(1-epsilon)/dz*epsilon^3)v0^2*p
(…)
… - gęstość cząstek gazu h - wysokość nasypanego proszku u0 - prędkość przepływu gazu odniesiona do pustego fluidyzatora g - przyspieszenie ziemskie e - porowatość nasypanego proszku f - współczynnik oporu W celu zapewnienia jednorodnej powłoki o dobrej jakości przedmiot po wyprowadzeniu z fluidyzatora powtórnie nagrzewa się w podobnej komorze lub tunelu grzejnym do temperatury topnienia tworzywa. Na proces…
… lub emalii. Formowanie ostateczne powłoki polega na jej suszeniu na ogół przy nagrzewaniu promiennikowym i następnie na nagrzaniu przedmiotu z wysuszoną powłoką do temperatury powodującej topnienie tworzywa, co ostatecznie konstytuuje adhezję do materiału przedmiotu i kohezję powłoki. Nanoszenie natryskowe stosuje się przede wszystkim do wodnych układów dyspersyjnych PTFE i kopolimeru VC/VAC.
Nanoszenie…
… jest ono w przemyśle elektronicznym jako jedna z metod hermetyzacji i odlewania. Specyficzne jest stosowanie nanoszenia zanurzeniowego do uszczelniania odlewów. Tworzywo w takim przypadku musi odznaczać się dostatecznie małą lepkością, aby mogło swobodnie wnikać w pory odlewu. Do uszczelniania zanurzeniowego stosuje się tworzywa, których podstawowym składnikiem są żywice epoksydowe, fenolowe, poliestrowe i silikony…
… tworzącego powłokę uformowaną wstępnie. Żelowanie jest procesem fizycznym zachodzącym w układzie polimer PVC - plastyfikator, w temperaturze 180-190°C w czasie 30-60 min, obejmującym solwatacje - stopniowe przenikanie plastyfikatora w głąb cząstek polimeru i ich pęcznienie. Podczas ochładzania następuje ustalenie adhezji i zestalenie jednolitej powłoki. Formowanie wstępne powłoki odbywa się za pomocą…
... zobacz całą notatkę


Komentarze użytkowników (0)