To tylko jedna z 4 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę

Liny stalowe
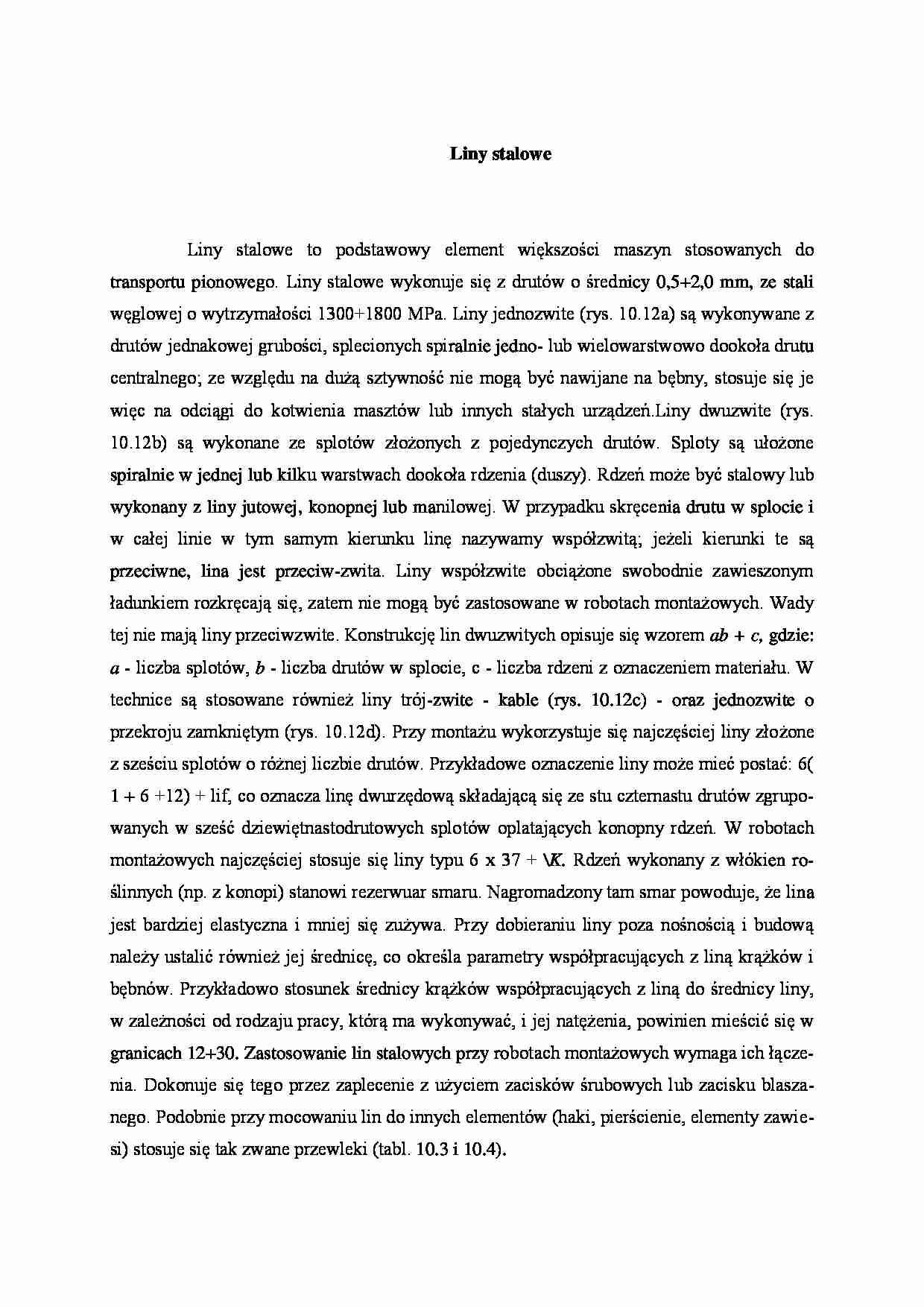
Liny stalowe to podstawowy element większości maszyn stosowanych do transportu pionowego. Liny stalowe wykonuje się z drutów o średnicy 0,5+2,0 mm, ze stali węglowej o wytrzymałości 1300+1800 MPa. Liny jednozwite (rys. 10.12a) są wykonywane z drutów jednakowej grubości, splecionych spiralnie jedno- lub wielowarstwowo dookoła drutu centralnego; ze względu na dużą sztywność nie mogą być nawijane na bębny, stosuje się je więc na odciągi do kotwienia masztów lub innych stałych urządzeń. Liny dwuzwite (rys. 10.12b) są wykonane ze splotów złożonych z pojedynczych drutów. Sploty są ułożone spiralnie w jednej lub kilku warstwach dookoła rdzenia (duszy). Rdzeń może być stalowy lub wykonany z liny jutowej, konopnej lub manilowej. W przypadku skręcenia drutu w splocie i w całej linie w tym samym kierunku linę nazywamy współzwitą; jeżeli kierunki te są przeciwne, lina jest przeciw-zwita. Liny współzwite obciążone swobodnie zawieszonym ładunkiem rozkręcają się, zatem nie mogą być zastosowane w robotach montażowych. Wady tej nie mają liny przeciwzwite. Konstrukcję lin dwuzwitych opisuje się wzorem ab + c, gdzie: a - liczba splotów, b - liczba drutów w splocie, c - liczba rdzeni z oznaczeniem materiału. W technice są stosowane również liny trój-zwite - kable (rys. 10.12c) - oraz jednozwite o przekroju zamkniętym (rys. 10.12d). Przy montażu wykorzystuje się najczęściej liny złożone z sześciu splotów o różnej liczbie drutów. Przykładowe oznaczenie liny może mieć postać: 6( 1 + 6 +12) + lif, co oznacza linę dwurzędową składającą się ze stu czternastu drutów zgrupowanych w sześć dziewiętnastodrutowych splotów oplatających konopny rdzeń. W robotach montażowych najczęściej stosuje się liny typu 6 x 37 + \K. Rdzeń wykonany z włókien roślinnych (np. z konopi) stanowi rezerwuar smaru. Nagromadzony tam smar powoduje, że lina jest bardziej elastyczna i mniej się zużywa. Przy dobieraniu liny poza nośnością i budową należy ustalić również jej średnicę, co określa parametry współpracujących z liną krążków i bębnów. Przykładowo stosunek średnicy krążków współpracujących z liną do średnicy liny, w zależności od rodzaju pracy, którą ma wykonywać, i jej natężenia, powinien mieścić się w granicach 12+30. Zastosowanie lin stalowych przy robotach montażowych wymaga ich łączenia. Dokonuje się tego przez zaplecenie z użyciem zacisków śrubowych lub zacisku blaszanego. Podobnie przy mocowaniu lin do innych elementów (haki, pierścienie, elementy zawiesi) stosuje się tak zwane przewleki (tabl. 10.3 i 10.4).
Eksploatacja lin stalowych w maszynach i przy montażu wymaga starannej ich konserwacji i przechowywania. Liny stalowe powinno się przechowywać w pomieszczeniach suchych i przewietrzanych, zaopatrzonych w drewniane podłogi. Liny magazynuje się nawinięte na bębny, krzyżaki lub zwinięte w kręgi. Przed wydaniem do eksploatacji, okresowo w czasie ich użytkowania oraz po dłuższym czasie magazynowania liny powinny być smarowane specjalnym smarem do lin podgrzanym do temperatury ok. 80°C. Smarowanie prowadzi się ręcznie lub mechanicznie, po uprzednim starannym oczyszczeniu lin z brudu, kurzu, rdzy i starego smaru oraz po przemyciu naftą. Operując liną, należy uważać, by nie ocierała się ona o metale, nie tworzyła pętli i zagięć.
(…)
…, nie tworzyła pętli i zagięć.
Liny stalowe należy wycofać z eksploatacji, gdy liczba pękniętych drutów osiągnie wartość podaną w tablicy 10.5. Liczbę pęknięć ustala się na jednym skoku linii śrubowej splotu, którego długość jest równa od 6 do 8 średnicom liny. Lina musi być również wycofana, gdy wystąpi jedno z następujących uszkodzeń:
— pęknięcie połowy drutów w jednym splocie,
— gniazdowe uszkodzenie…
... zobacz całą notatkę
Komentarze użytkowników (0)