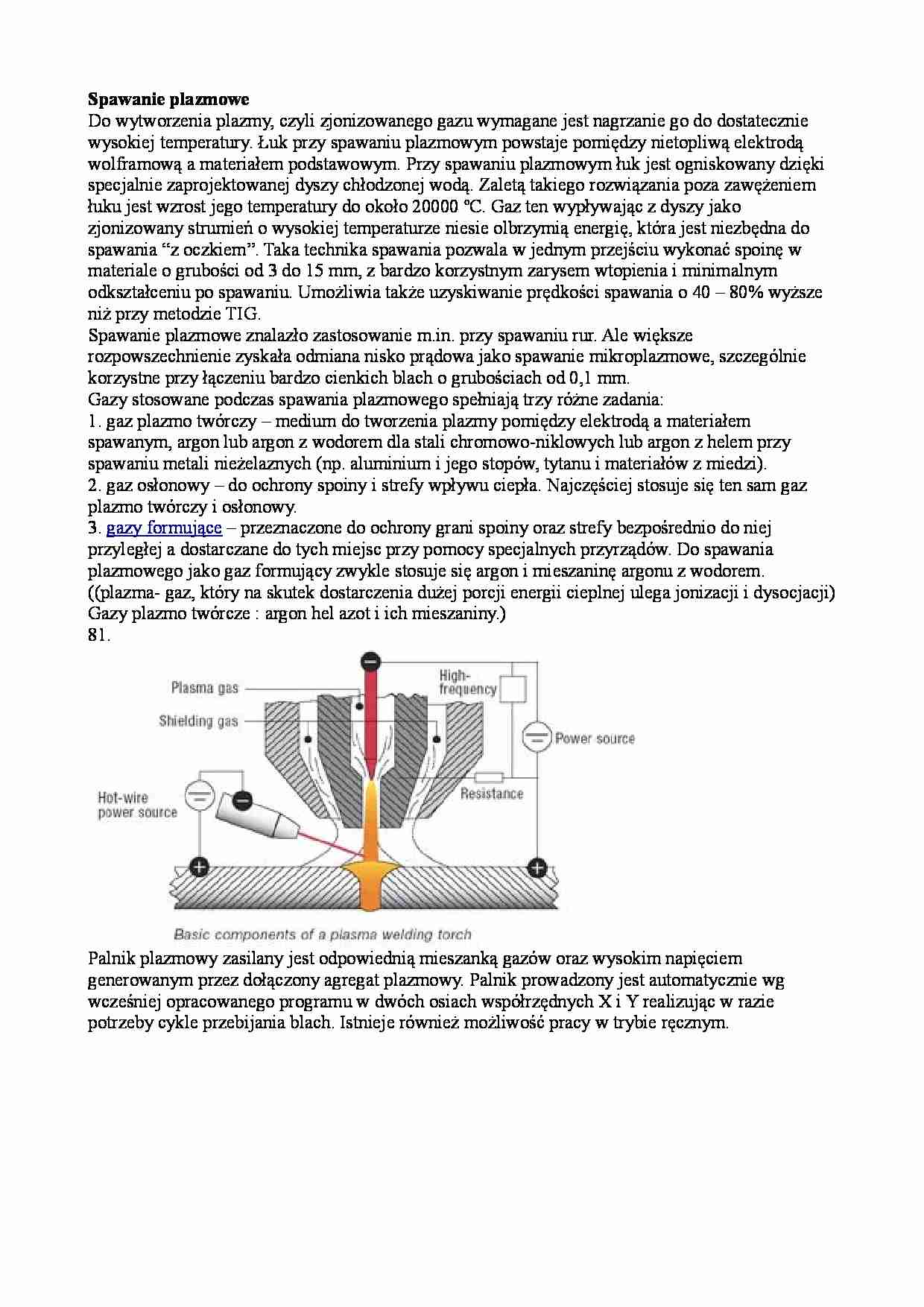
Spawanie plazmowe Do wytworzenia plazmy, czyli zjonizowanego gazu wymagane jest nagrzanie go do dostatecznie wysokiej temperatury. Łuk przy spawaniu plazmowym powstaje pomiędzy nietopliwą elektrodą wolframową a materiałem podstawowym. Przy spawaniu plazmowym łuk jest ogniskowany dzięki specjalnie zaprojektowanej dyszy chłodzonej wodą. Zaletą takiego rozwiązania poza zawężeniem łuku jest wzrost jego temperatury do około 20000 oC. Gaz ten wypływając z dyszy jako zjonizowany strumień o wysokiej temperaturze niesie olbrzymią energię, która jest niezbędna do spawania “z oczkiem”. Taka technika spawania pozwala w jednym przejściu wykonać spoinę w materiale o grubości od 3 do 15 mm, z bardzo korzystnym zarysem wtopienia i minimalnym odkształceniu po spawaniu. Umożliwia także uzyskiwanie prędkości spawania o 40 – 80% wyższe niż przy metodzie TIG. Spawanie plazmowe znalazło zastosowanie m.in. przy spawaniu rur. Ale większe rozpowszechnienie zyskała odmiana nisko prądowa jako spawanie mikroplazmowe, szczególnie korzystne przy łączeniu bardzo cienkich blach o grubościach od 0,1 mm. Gazy stosowane podczas spawania plazmowego spełniają trzy różne zadania: 1. gaz plazmo twórczy – medium do tworzenia plazmy pomiędzy elektrodą a materiałem spawanym, argon lub argon z wodorem dla stali chromowo-niklowych lub argon z helem przy spawaniu metali nieżelaznych (np. aluminium i jego stopów, tytanu i materiałów z miedzi). 2. gaz osłonowy – do ochrony spoiny i strefy wpływu ciepła. Najczęściej stosuje się ten sam gaz plazmo twórczy i osłonowy. 3. gazy formujące – prz eznaczone do ochrony grani spoiny oraz strefy bezpośrednio do niej przyległej a dostarczane do tych miejsc przy pomocy specjalnych przyrządów. Do spawania plazmowego jako gaz formujący zwykle stosuje się argon i mieszaninę argonu z wodorem. ((plazma- gaz, który na skutek dostarczenia dużej porcji energii cieplnej ulega jonizacji i dysocjacji) Gazy plazmo twórcze : argon hel azot i ich mieszaniny.) 81. Palnik plazmowy zasilany jest odpowiednią mieszanką gazów oraz wysokim napięciem generowanym przez dołączony agregat plazmowy. Palnik prowadzony jest automatycznie wg wcześniej opracowanego programu w dwóch osiach współrzędnych X i Y realizując w razie potrzeby cykle przebijania blach. Istnieje również możliwość pracy w trybie ręcznym.
... zobacz całą notatkę
Komentarze użytkowników (0)