To tylko jedna z 3 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę


Przeciąganie:
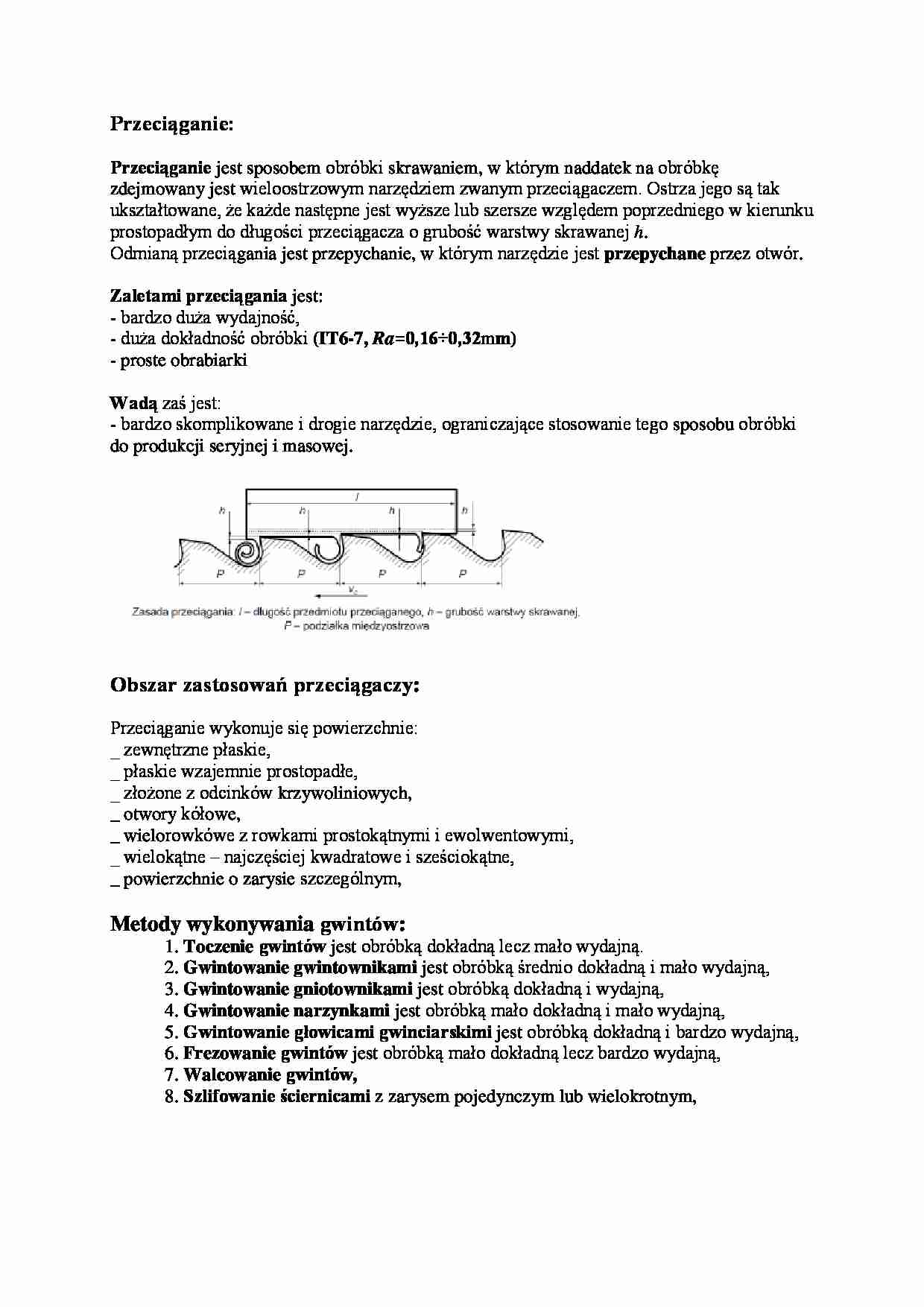
Przeciąganie jest sposobem obróbki skrawaniem, w którym naddatek na obróbkę
zdejmowany jest wieloostrzowym narzędziem zwanym przeciągaczem. Ostrza jego są tak
ukształtowane, że każde następne jest wyższe lub szersze względem poprzedniego w kierunku
prostopadłym do długości przeciągacza o grubość warstwy skrawanej h.
Odmianą przeciągania jest przepychanie, w którym narzędzie jest przepychane przez otwór.
Zaletami przeciągania jest:
- bardzo duża wydajność,
- duża dokładność obróbki (IT6-7, Ra=0,16÷0,32mm)
- proste obrabiarki
Wadą zaś jest:
- bardzo skomplikowane i drogie narzędzie, ograniczające stosowanie tego sposobu obróbki
do produkcji seryjnej i masowej.
Obszar zastosowań przeciągaczy:
Przeciąganie wykonuje się powierzchnie:
_ zewnętrzne płaskie,
_ płaskie wzajemnie prostopadłe,
_ złożone z odcinków krzywoliniowych,
_ otwory kółowe,
_ wielorowkówe z rowkami prostokątnymi i ewolwentowymi,
_ wielokątne – najczęściej kwadratowe i sześciokątne,
_ powierzchnie o zarysie szczególnym,
Metody wykonywania gwintów:
1. Toczenie gwintów jest obróbką dokładną lecz mało wydajną.
2. Gwintowanie gwintownikami jest obróbką średnio dokładną i mało wydajną,
3. Gwintowanie gniotownikami jest obróbką dokładną i wydajną,
4. Gwintowanie narzynkami jest obróbką mało dokładną i mało wydajną,
5. Gwintowanie głowicami gwinciarskimi jest obróbką dokładną i bardzo wydajną,
6. Frezowanie gwintów jest obróbką mało dokładną lecz bardzo wydajną,
7. Walcowanie gwintów,
8. Szlifowanie ściernicami z zarysem pojedynczym lub wielokrotnym,
Gwintowanie gniotownikami:
Gwintowanie gniotownikami jest obróbką dokładną i
wydajną, polega ona na tym iż materiał nie jest
wykrawany przez ostrza, jak to ma miejsce przy
gwintownikach, lecz jest wgniatany, dzięki
odpowiednio ukształtowanemu narzędziu.
Zalety wygniatania gwintów:
· Stosunkowo łatwe gwintowania metali trudnoobrabialnych (stale nierdzewne,
kwasoodporne, żarowytrzymałe itp.) z uwagi na ich dobre własności plastyczne.
· Możliwość stosowania ponad 2-krotnie większych prędkości gwintowania.
· Wielokrotnie (do kilkunastu razy) większa trwałość (nie żywotność) narzędzia.
· Kilkakrotnie większa wytrzymałość narzędzia na skręcanie (co ma znaczenie w
przypadku małych średnic narzędzi).
· Wyższa, w zależności od rodzaju materiału obrabianego, o 15-60% wytrzymałość
gwintu na ścinanie i o 30-50% twardość warstwy wierzchniej gwintu.
· Wysoka dokładność wymiarowo-kształtowa i mniejsza chropowatość gwintu.
· Brak wiórów.
· Możliwość wygniatania gwintu podczas montażu (śruba ma kształt zbliżony do
gwintownika wygniatającego).
Wady technologii wygniatania gwintów:
· Konieczność stosowania specjalnych oprawek z osiową i promieniową kompensacją
położenia gwintownika.
· Konieczna większa dokładność wykonania otworu pod gwint.
· Większe opory gwintowania (okóło 30%).
· Konieczność stosowania specjalnych olejów (z dodatkiem grafitu) zmniejszających
tarcie.
Frezowanie kształtowe kół zębatych:
W metodzie kształtowej krawędzie
... zobacz całą notatkę
Komentarze użytkowników (0)