To tylko jedna z 8 stron tej notatki. Zaloguj się aby zobaczyć ten dokument.
Zobacz
całą notatkę

Przygotowanie zbrojenia
Zbrojenie elementów żelbetowych jest obecnie przygotowywane w warsztatach zbrojarskich, wyposażonych w niezbędne urządzenia i maszyny. Te warsztaty są urządzane na placu budowy bądź na terenie zaplecza przedsiębiorstwa wykonawczego (jako tzw. zbrojarnie centralne). Dostarczona stal zbrojeniowa (kręgi, pręty, szkielety zbrojenia) powinna być na budowie składowana na placu magazynowym, na podkładach drewnianych (rozstawionych co około 2,0+2,5 m) bądź przenośnych stojakach, pod zadaszeniem. Nie wolno układać tej stali bezpośrednio na gruncie.
Pręty zbrojeniowe należy segregować według klas i gatunków, średnicy i długości. Stal w kręgach układa się na placu magazynowym na płask (do ośmiu warstw) lub opierając jeden krąg o drugi.
Przygotowanie i obróbka zbrojenia obejmują takie czynności jak czyszczenie, prostowanie, cięcie, gięcie i montaż.
Zbrojenie powinno być oczyszczone, aby zapewnić dobrą współpracę (przyczepność) betonu i stali w konstrukcji. Należy więc usunąć z powierzchni prętów zanieczyszczenia smarami, farbą olejną itp., a także łuszczącą się rdzą (lekki nalot rdzy niełuszczącej się nie jest szkodliwy). W celu usunięcia farb olejnych bądź za-tłuszczenia stosuje się opalanie lampami benzynowymi (po wypaleniu się zanieczyszczeń pręty wyciera się; jeśli jest to niezbędne - również papierem ściernym). Nalot rdzy łuszczącej się można usunąć za pomocą szczotek drucianych. Niekiedy stosuje się też piaskowanie. Pręty używane do przygotowania muszą być proste. Dlatego - w przypadku występowania miejscowych zakrzywień - należy te pręty wyprostować przed przystąpieniem do dalszej obróbki (cięcia itd.).
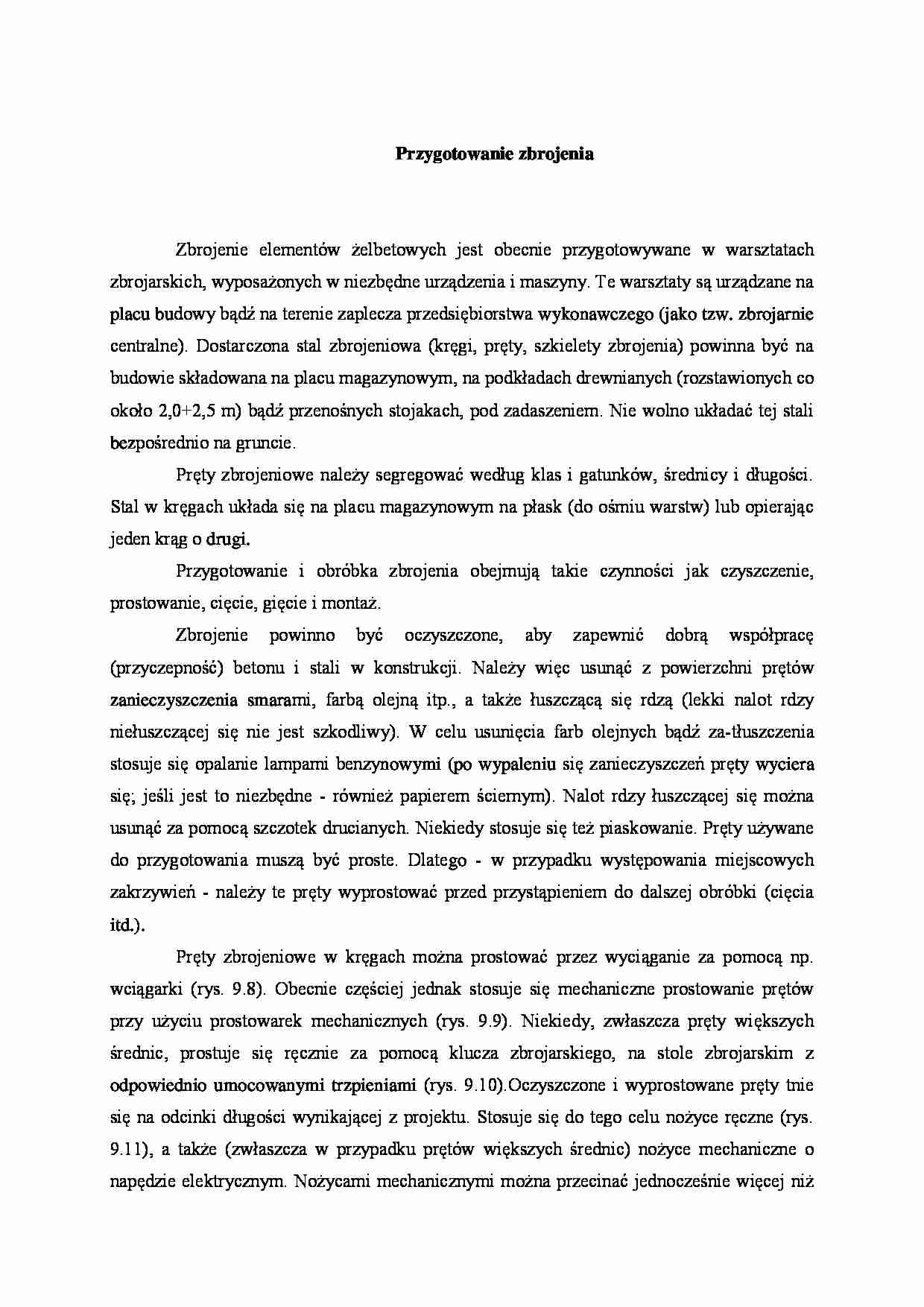
Pręty zbrojeniowe w kręgach można prostować przez wyciąganie za pomocą np. wciągarki (rys. 9.8). Obecnie częściej jednak stosuje się mechaniczne prostowanie prętów przy użyciu prostowarek mechanicznych (rys. 9.9). Niekiedy, zwłaszcza pręty większych średnic, prostuje się ręcznie za pomocą klucza zbrojarskiego, na stole zbrojarskim z odpowiednio umocowanymi trzpieniami (rys. 9.10). Oczyszczone i wyprostowane pręty tnie się na odcinki długości wynikającej z projektu. Stosuje się do tego celu nożyce ręczne (rys. 9.11), a także (zwłaszcza w przypadku prętów większych średnic) nożyce mechaniczne o napędzie elektrycznym. Nożycami mechanicznymi można przecinać jednocześnie więcej niż jeden pręt. Do cięcia siatek zbrojeniowych stosuje się nożyce hydrauliczne przewoźne (rys. 9.12). Pocięte pręty są następnie wyginane zgodnie z rysunkami zbrojenia podanymi w projekcie. Pręty można wyginać ręcznie kluczem zbrojarskim, wykorzystując trzpienie zamocowane w blacie stołu zbrojarskiego lub za pomocą giętarek ręcznych (rys. 9.13). Najczęściej jednak pręty wygina się za pomocą giętarek mechanicznych (rys. 9.14). Można przy tym jednocześnie wyginać więcej niż jeden pręt. Wygięte pręty zbrojeniowe i strzemiona montuje się bezpośrednio w deskowaniu lub przygotowuje w postaci szkieletów zbrojeniowych. Szkielety krótkich belek i slupów można montować na dwóch lub trzech kozłach (rys. 9.15). Na tych kozłach układa się pręty dolne zbrojenia belki lub zbrojenia stosowanego przy jednym boku słupa, a następnie nakłada się strzemiona i rozsuwa je zgodnie z rozstawem okresłonym w projekcie. Po połączeniu strzemion z prętami szkielet odwraca się i wsuwa w strzemiona pozostałe pręty, łącząc je (np. drutem wiązałkowym) ze strzemionami. Gotowy szkielet wstawia się w deskowanie. Zbrojenie płyt można układać od razu w deskowaniu. Najpierw na deskowaniu oznacza się kredą lub ołówkiem ciesielskim rozstaw prętów nośnych (głównych) i rozdzielczych. Następnie rozkłada się pręty nośne i na nich układa się i od razu łączy pręty rozdzielcze usytuowane u dołu płyty. Później montuje się pręty rozdzielcze w zagięciach prętów nośnych, a na końcu pręty u góry płyty.
... zobacz całą notatkę
Komentarze użytkowników (0)