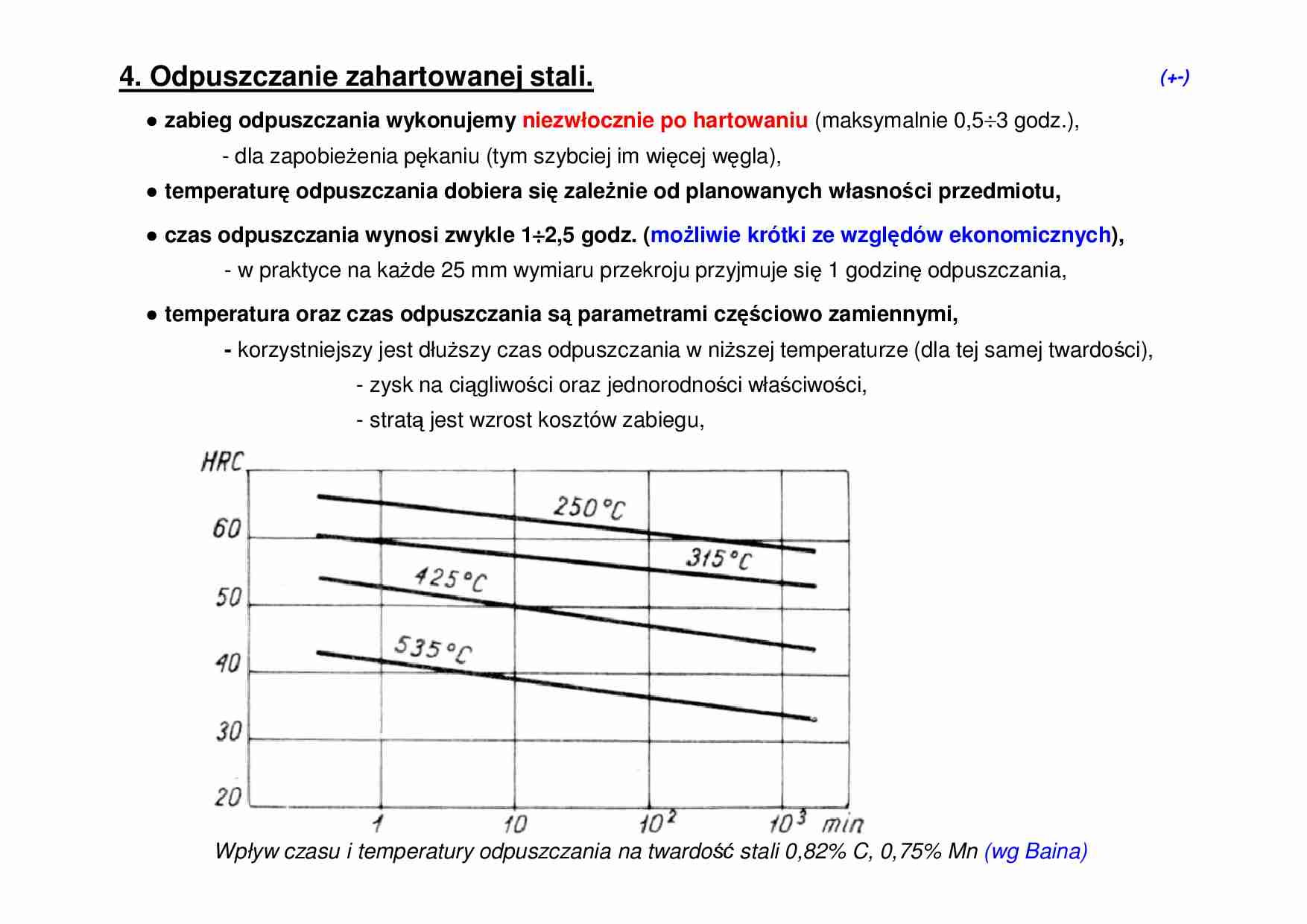
4. Odpuszczanie zahartowanej stali. ● zabieg odpuszczania wykonujemy niezwłocznie po hartowaniu (maksymalnie 0,5 ÷3 godz.), - dla zapobieżenia pękaniu (tym szybciej im więcej węgla), - w praktyce na każde 25 mm wymiaru przekroju przyjmuje się 1 godzinę odpuszczania, ● temperaturę odpuszczania dobiera się zależnie od planowanych własności przedmiotu, ● czas odpuszczania wynosi zwykle 1 ÷ 2,5 godz. (możliwie krótki ze względów ekonomicznych), ● temperatura oraz czas odpuszczania są parametrami częściowo zamiennymi, - korzystniejszy jest dłuższy czas odpuszczania w niższej temperaturze (dla tej samej twardości), - zysk na ciągliwości oraz jednorodności właściwości, - stratą jest wzrost kosztów zabiegu, (+-) Wpływ czasu i temperatury odpuszczania na twardość stali 0,82% C, 0,75% Mn (wg Baina) ● odpuszczanie niskie: 150 ÷ 250 °C - martenzyt odpuszczania ( zwykle 58 ÷ 63 HRC ) - zmniejszenie naprężeń hartowniczych (poprzez zmianę struktury oraz relaksację naprężeń), - zachowanie wysokiej twardości i wytrzymałości ( R m , R0,2 ) ale bardzo mała ciągliwość ( K ), - zastosowanie: gdy wymagamy dużej twardości i odporności na ścieranie oraz godzimy się na niewielką ciągliwość, (narzędzia, łożyska toczne, przedmioty po nawęglaniu, hartowaniu powierzchniowym itp.) ● odpuszczanie średnie: 350 ÷ 500 °C - troostyt odpuszczania ( zwykle 40 ÷ 50 HRC ) - zapewnia wysoką jeszcze wytrzymałość ( R m , R0,2 , Rspr ), - wzrost ciągliwości ( K, Z, A ) nie jest duży ale często już zadowalający, - zdecydowane zmniejszenie twardości ale jeszcze trudna skrawalność, - zastosowanie: gdy wymagamy znacznej granicy sprężystości oraz godzimy się na małą ciągliwość, (+!!) - zastosowanie: gdy wymagamy znacznej granicy sprężystości oraz godzimy się na małą ciągliwość np. elementy sprężyste, gdy narzędzie powinno mieć podwyższoną ciągliwość ale nie musi być ostre, np. narzędzia pneumatyczne, matryce itp.) ● odpuszczanie wysokie : 500 ÷ 650 °C - sorbit odpuszczania ( zwykle 23 ÷ 35 HRC ) - najlepsze skojarzenie własności wytrzymałościowych oraz ciągliwości, ● R m , R0,2 - zwykle o 30 ÷ 50% wyższa niż w stanie wyjściowym (po normalizowaniu) , ● udarność ( K ) – zwykle o 20 ÷ 50% wyższa niż w stanie wyjściowym (po normalizowaniu), ● twardość umożliwia już stosunkowo łatwe skrawanie, - zastosowanie: powszechne do przedmiotów ze stali maszynowych średniowęglowych, - hartowanie + wysokie odpuszczanie nosi odr
(…)
…-austenityczna)
pasmowość
⇒
⇒
⇒
⇒
(L. Mroczkowski)
pow. mikroskopu 400x
struktura Widmannstättena
(SWC złącza spawanego)
iglasty austenit
⇒
● wyżarzanie sferoidyzujące ( często nazywane zmiękczającym)
(+-)
● teoretycznie dostatecznie długie wygrzewanie
w temperaturze tuż poniżej A1
(Fe3C przyjmie postać kulistą – energetycznie korzystniejszą)
● w praktyce nagrzanie stali do temperatury tuż nad AC1
oraz wykorzystanie niejednorodnego austenitu z cząstkami
nierozpuszczonego Fe3C,
- wygrzewanie w temperaturze 10÷30°C nad AC1 ,
÷
- wolne chłodzenie (< 10 K/s) w zakresie przemiany
<
perlitycznej (aby odpowiednio duże sferoidy Fe3C),
● stosowane są różne sposoby skrócenia czasu zabiegu:
- wyżarzanie wahadłowe,
- wyżarzanie z przemianą izotermiczną,
● zastosowanie:
- obowiązkowe dla stali zaeutektoidalnych (już w hutach),
- polepszenie skrawalności,
- najwłaściwsza struktura przed hartowaniem,
(stale narzędziowe, łożyska toczne itp. )
Diagramy wyżarzania sferoidyzującego:
a – z powolnym chłodzeniem,
b – wahadłowego,
c – z przemianą izotermiczną, (R. Haimann)
Schemat zmian struktury podczas
wyżarzania sferoidyzującego stali eutektoidalnej
sferoidyzacja niezupełna
⇒
⇒
⇒
⇒
⇒
⇒
⇒
⇒
⇒
Stal 0,8%C - perlit płytkowy…
... zobacz całą notatkę

Komentarze użytkowników (0)